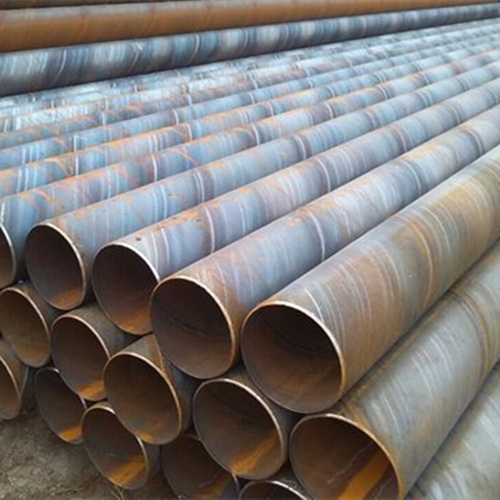
A spirálhegesztett acélcsövek mindegyike alkalmazza a merülő ívhegesztési eljárást, az egyenes varratú acélcsövek merített ívhegesztett, egyenes varratú acélcsöveket tartalmaznak a rövid UOE-hez, és az egyenes varratú, nagyfrekvenciás ellenállás-hegesztést a rövid ERW-hez.
A merülőíves hegesztéssel összehasonlítva a nagyfrekvenciás ellenállás-hegesztett acélcső (ERW acélcső) nem ad hozzá semmilyen hegesztőanyagot a hegesztési folyamat során.Ezért a kialakított varrat teljesen összhangban van az alapfém kémiai összetételével.Az acélcső hegesztése után hőkezelésre kerül a hideg megmunkálás belső feszültsége érdekében, és a hegesztés belső feszültsége javul, így az ERW acélcső átfogó mechanikai tulajdonságai jobbak.Jelenleg azonban a Shanghai Ellison és a Guangdong Panyu Zhujiang Steel Pipe Factory által képviselt gyártók csak φ355 mm alatti csöveket gyártanak, és a nagy átmérőjű gázvezetékek nem választhatók.A hosszanti merülőíves hegesztés (UOE acélcső) a hegesztés utáni hidegtágítási eljárást használja a cső kiterjesztésére, így az UOE acélcső geometriai mérete viszonylag pontos, és a megfelelő minősége az UOE acélcső csatlakoztatásakor jó a hegesztés minőségének biztosítása érdekében.A belső feszültség egy része megszűnik.Ezenkívül többhuzalos (háromhuzalos, négyhuzalos) hegesztést alkalmaznak az UOE acélcsőhegesztéshez.Ez a hegesztési eljárás kevesebb vonalenergiát termel a hegesztés során, és kevésbé befolyásolja az alapfém hőhatászónáját.A többhuzalos hegesztés utólagos hegesztőhuzala szerepet játszhat a hegesztés során az előző hegesztőhuzalra gyakorolt feszültség megszüntetésében, ezáltal javítva az acélcső mechanikai tulajdonságait.
A spirálhegesztett csőhöz képest az egyenes varratú merülő ívhegesztett acélcső hegesztési varratának hossza rövidebb, így a hegesztési hibák és hatások viszonylag kicsik.A nagynyomású csővezetékben az egyenes varratcső nemesfémével egyenként 100% ultrahangos hibaérzékelést lehet elérni az acéllemezeken, megfelelve a nagynyomású csővezeték alapfém követelményeinek.Bár az UOE acélcsövek átfogó teljesítménye jobb, mint más acélcsövek, magas ára miatt elriasztja a pénzhiányban szenvedő felhasználókat.A spirálacél cső hegesztései spirál alakban vannak elosztva.Általánosságban elmondható, hogy az acélcső hegesztési területe, beleértve a hegesztési varrat hő által érintett zónáját is, az acélcső rossz mechanikai tulajdonságokkal rendelkező része, míg a nyomócső maximális belső feszültsége axiális irányban oszlik el, és a spirálhegesztett cső A gyengébb részek elkerülik a maximális belső feszültség irányát, ezáltal javítva az acélcső teljesítményét.Ezenkívül a spirálacél cső hegesztési varratképzése és a hegesztési varrat magassága miatt nehezebb a külső korrózióvédelem, és a két hegesztési varrat között rés keletkezhet.A technológia meg tudja oldani a spirál acélcső korrózióvédelmét.
Feladás időpontja: 2022.11.02